Centralised Vacuum Cleaning Systems
Efficient Recovery System for Spillage Cement, for waste-free and cleaner Cement Plants

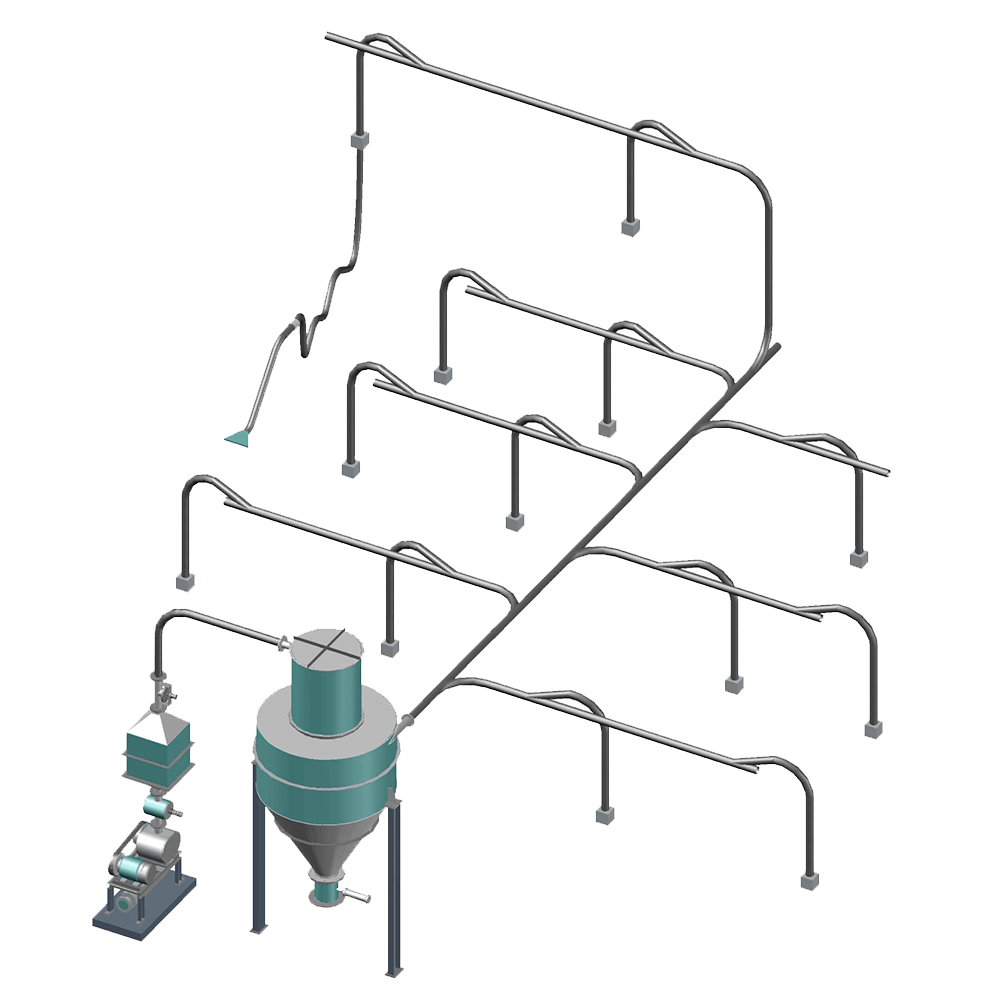
System Highlights
Primary Application
Recovery of spillage cement in packing plant and cement mill areas.
Core Function
Collects spillage and transports it back into the packing stream.
Extraction Capacity
1.0 TPH to 1.5 TPH from a distance of 100 meters.
Key Advantages
Recovery of Spillage Cement in Packing Plant and Cement Mill areas.
Easily collects Spillage Cement and transports back to Packer Machine.
Non-polluting, Labour saving and Wastage free process.
Can collect and transport 1.0TPH to 1.5TPH of Cement from 100M distance.
Designed for easy installation, simple to operate, and minimal maintenance.
Fully automatic operation thro’ PLC based Control Panel.
Quick return on investment thro’ substantial and efficient Cement recovery.
Piping can be tailored to suit Plant layouts and operational needs.
Can also be used as a Floor Cleaning System in Carbon Black and Tyre Plants.
